

علت داغ شدن کابل جوشکاری و انبر جوشکاری چیست؟
![]()
کابل جوشکاری یکی از اجزای حیاتی در جوشکاری است که جریان الکتریکی را از خود عبور میدهد. برای اتصال دو قطعه فلزی و ایجاد خال جوش، ابتدا باید این دو قطعه به حالت مذاب درآیند. این گرمای مورد نیاز برای ذوب کردن فلزها توسط جریان الکتریکی ایجاد میشود؛ بنابراین، با اتصال یک کابل به انبر جوشکاری و سپس وصل کردن آن به قطعه کار مورد نظر، یک جریان الکتریکی قوی در دستگاه جوش، کابل و انبر جوشکاری ایجاد میشود تا گرمای مورد نیاز برای مذاب شدن قطعات، پدید آید. باید توجه داشت که هرگونه مشکل یا قطعی در کابل میتواند باعث عدم روشن شدن دستگاه جوش و پایین آمدن کیفیت جوشکاری شود. از طرف دیگر، شکستگی و ترکیدگی کابل یا قفل نشدن نری مادگی دستگاه با کابل جوش ممکن است منجر به آسیب دائمی و داغ شدن کابل و انبر جوشکاری شود؛ بنابراین در زمان خرید انبر جوش و دستگاه جوشکاری، باید نهایت دقت را به خرج دهید تا با مشکلاتی نظیر داغ شدن انبر جوشکاری و داغ شدن کابل جوشکاری مواجه نشوید.
آنچه در این مقاله میخوانید
عوامل داغ شدن کابل جوشکاری چیست؟
عوامل مختلفی میتوانند به داغ شدن کابل جوش منجر شوند. آشنایی با این عوامل میتواند به شما در زمان خرید انبر جوش کمک کند تا انتخاب مناسبتری داشته باشید. عوامل داغ شدن کابل جوشکاری شامل موارد زیر میشوند:
کیفیت پایین فلز درونی کابل جوش
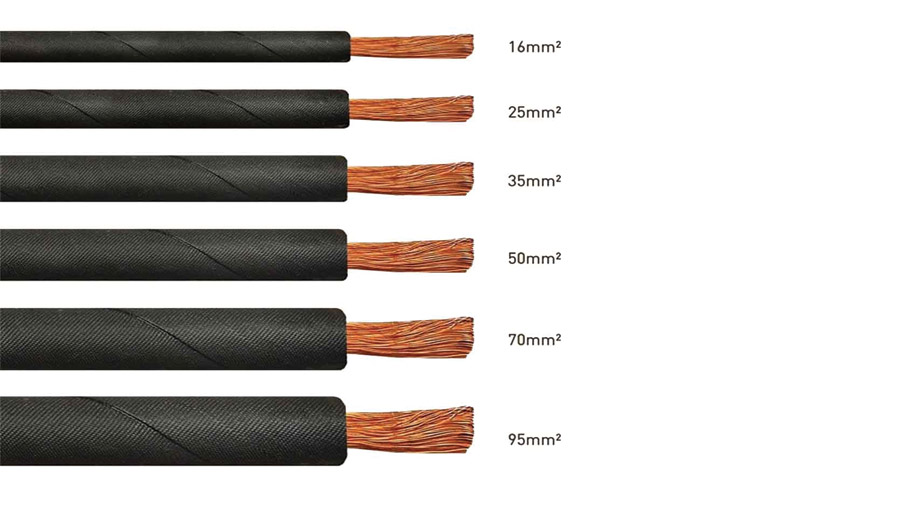
کیفیت پایین فلز درونی کابل جوشکاری میتواند به مشکلاتی در جوشکاری منجر شود. استفاده از کابلهایی که مس ۱۰۰ درصد ندارند و از آلومینیوم یا سایر فلزات ارزانتر تشکیل شدهاند، ممکن است باعث افزایش مقاومت الکتریکی و تولید حرارت بیشتر در کابل شود. این امر میتواند به مشکلات زیر منجر شود:
۱. افت ولتاژ: افت ولتاژ در کابل جوشکاری باعث کاهش جریان الکتریکی و تولید حرارت ناکافی برای جوشکاری میشود. این مورد میتواند باعث جوش خوردن نامطلوب و تضعیف اتصالات جوشی شود.
۲. انتقال حرارت نامناسب: فلزاتی مثل آلومینیوم حرارت را بهطور نامناسب منتقل میکنند و ممکن است باعث ایجاد نقاط گرم، داغ شدن کابل جوشکاری یا سوختن کابل شوند.
۳. ضربه آبکاری: کابلهای با محتوای مس پایینتر ممکن است در برابر ضربههای آبکاری حساستر باشند و در نتیجه به راحتی دچار خرابی شوند.
بهترین راه برای جلوگیری از این مشکلات انتخاب کابل جوشکاری با محتوای مس ۱۰۰ درصد است. این کابلها بهعنوان کابلهای مسی معروف هستند و برای جوشکاری، مناسبتر خواهند بود. همچنین باید توجه داشته باشید که استفاده از تجهیزات و مواد با کیفیت پایین ممکن است در طولانیمدت، هزینههای اضافی و مشکلات فنی بیشتری را به دنبال داشته باشد.
چند تکه بودن کابل جوش
پیش از خرید انبر جوش باید به کیفیت کابل جوش توجه کنید. قطعه قطعه بودن کابل جوشکاری نیز ممکن است به مشکلاتی نظیر داغ شدن کابل جوشکاری منجر شود.

وصل کردن چند تکه کابل به همدیگر باعث ایجاد اتصالات موازی شده و مشکلات زیر را ایجاد میکند:
۱. افت ولتاژ: وصل کردن چند تکه کابل به هم ممکن است باعث افت ولتاژ در کابل شود. این افت ولتاژ باعث کاهش جریان الکتریکی و تولید حرارت کمتر در کابل میشود که به نوبه خود میتواند باعث جوش خوردن نامطلوب و ضعیف شدن اتصالات جوشی شود.
۲. تولید حرارت زیاد: وصل کردن چند تکه کابل به همدیگر ممکن است باعث ایجاد مقاومت اضافی و تولید حرارت زیاد در نقاط اتصال گردد. این مورد میتواند با کشیدن توان بیشتر از دستگاه جوش، باعث آسیب به کابل و ابزار جوشکاری شود.
بهترین راه برای جلوگیری از داغ شدن کابل جوشکاری، استفاده از یک کابل جوشکاری با طول مناسب و بدون اتصالات، گره و تکه است. انتخاب کابل با طول مناسب بر اساس پروژه کاری شما و نیازهای جوشکاری بسیار مهم است تا از عملکرد بهینه دستگاه جوش و کیفیت جوشهای خود اطمینان حاصل کنید.
قفل شدن ناصحیح نری مادگی دستگاه جوش و کابل جوشکاری
قفل شدن کامل نری مادگی کابل جوش به دستگاه جوشکاری بسیار مهم است و میتواند به افزایش عمر مفید کابل و دستگاه جوشکاری کمک کند. اگر نری مادگی به درستی به دستگاه جوش متصل نشود، مشکلاتی ممکن است به وجود آید:
۱. افزایش گرمای ناخواسته: نری مادگی باید اتصال الکتریکی درست و محکمی ایجاد کند. اگر نری مادگی به درستی قفل نشود، ممکن است مقاومت اضافی در نقطه اتصال ایجاد شده و افزایش حرارت ناخواسته در کابل جوشکاری را به همراه داشته باشد.
۲. خرابی دستگاه جوش: عدم اتصال محکم و داغ شدن کابل جوشکاری میتواند به خرابی دستگاه جوش منجر شود. اگر دستگاه جوش به دلیل این مشکلات خراب شود، تعمیر آن نیازمند هزینههای زیادی خواهد بود.
برای جلوگیری از داغ شدن کابل جوش، باید به دقت نری مادگی را به دستگاه جوشکاری متصل کرده و اطمینان حاصل کنید که اتصال الکتریکی، محکم و صحیح است. همچنین به منظور افزایش ایمنی و عمر مفید دستگاه، بهصورت منظم نری مادگی را بررسی و در صورت لزوم تعویض کنید.
بلندی بیش از حد طول کابل
بلندی بیش از حد کابل جوشکاری و عدم همخوانی آن با سایز کابل میتواند به مشکلات جوشکاری و آسیب به دستگاه جوش منجر شود. وقتی کابل بیش از حد بلند بوده و با سایز دستگاه جوشکاری متناسب نباشد، مشکلات زیر ممکن است رخ دهد:
۱. داغ شدن کابل جوشکاری: اگر کابل بیش از حد بلند بوده و با تنظیمات دستگاه جوش متناسب نباشد، ممکن است حرارت زیادی در کابل تولید شده و باعث داغ شدن آن شود.
۲. آسیب به دستگاه جوش: افزایش طول کابل بیش از حد میتواند باعث افزایش مقاومت الکتریکی در کابل شود. این امر ممکن است باعث آسیب به دستگاه جوشکاری شده یا به خرابی مدارهای الکتریکی دستگاه و کاهش عمر مفید دستگاه منجر شود.
برای جلوگیری از داغ شدن کابل جوش، بهتر است از کابل جوشکاری با طول مناسب و متناسب با نیازهای پروژه استفاده کنید. همچنین میبایست تنظیمات دستگاه جوش را به درستی انجام دهید تا با توجه به طول کابل، مشکلاتی نظیر داغ شدن کابل جوشکاری و آسیب به دستگاه جوش ایجاد نشود.
اتصال غیراستاندارد انبر جوش به کابل
اتصال غیراستاندارد انبر جوشکاری به کابل جوشکاری میتواند به مشکلات جوشکاری و آسیب به انبر و کابل منجر شده و داغ شدن کابل جوش، داغ شدن انبر جوشکاری و کاهش کیفیت جوش را در پی داشته باشد. یکی از عوامل اصلی این مشکلات میتواند عدم قرار گرفتن دقیق مس کابل زیر پیچ اتصال باشد. موردی که به افزایش جریان الکتریکی (آمپر) و تولید حرارت زیاد در این نقطه منجر میشود.
از راهکارهای زیر برای ایجاد اتصال صحیح بهره ببرید:
۱. تنظیم درست پیچ اتصال: اطمینان حاصل کنید که پیچ اتصال کابل جوشکاری به انبر، به درستی و با تنظیمات استاندارد وصل شده باشد.
۲. استفاده از متریال مناسب: از متریال مسی یا متریالی که برای این منظور طراحی شدهاند، برای اتصال کابل به انبر استفاده کنید.
۳. تنظیم درست توان دستگاه جوش: توان دستگاه جوش را به درستی تنظیم کنید تا جریان الکتریکی مناسبی به کابل جوشکاری منتقل شده و از داغ شدن کابل جوشکاری یا داغ شدن انبر جوشکاری جلوگیری شود.
۴. کنترل حرارت: در صورتی که انبر و کابل داغ میشوند، از منظر ایمنی و کیفیت جوش، توقف کار و مدت زمان کافی برای خنک شدن آنها را در نظر بگیرید.
با رعایت این نکات، میتوانید از داغ شدن کابل جوش و داغ شدن انبر جوشکاری جلوگیری کرده و کیفیت جوشهای خود را بهبود بخشید.
عوامل داغ شدن انبر جوشکاری چیست؟
در ادامه با دلایل داغ شدن انبر جوشکاری آشنا خواهیم شد. دلایلی که باید در زمان خرید انبر جوش مورد توجه قرار بگیرند.
عدم تناسب انبر جوش با آمپر دستگاه جوش
هنگام خرید انبر جوش، به تناسب انبر جوشکاری با آمپر دستگاه جوش خود توجه کنید. آمپر ماکزیمم که در بستهبندی یا مشخصات فنی انبر جوشکاری ذکر میشود، نشاندهنده حداکثر جریان الکتریکی است که انبر میتواند تحمل کند. این مقدار باید با آمپر دستگاه جوشکاری متناسب باشد تا بهترین کیفیت جوش حاصل شود.
عدم تناسب سایز انبر جوشکاری با دستگاه جوشکاری میتواند به مشکلات زیر منجر شود:
- تولید گرمای زیاد و داغ شدن انبر جوشکاری
- کاهش عمر مفید انبر
تحمل فلز انبر در برابر حرارت
جوشکاری فرآیندی است که نیاز به تولید حرارت بالا دارد. برای انبر جوشکاری، بخش فک که مسئول ایجاد جریان الکتریکی و حرارت است باید از جنس مقاوم و مناسبی ساختهشده باشد تا از انتقال حرارت به دسته انبر و دستان جوشکار جلوگیری شود. جنس فک انبر غالباً از مس، آلومینیوم و آلیاژهای ویژه مقاوم در برابر حرارت طراحی میشود. هنگام خرید انبر جوش به جنس فلز بدنه دقت کنید.

رسانایی ناکافی
حداکثر میزان رسانایی بخش رسانا و سرگیره انبر جوش از اهمیت بالایی برخوردار است. این بخش انبر نقش کلیدی در حفظ اتصال قوس الکتریکی و ایجاد رسانایی کافی دارد. رسانایی ناکافی میتواند به مشکلاتی نظیر داغ شدن انبر جوشکاری منجر شود.
عواملی که میتوانند منجر به کاهش رسانایی این بخش شوند عبارتاند از:
- آلودگی و ذرات معلقی مانند غبار، چربیها یا آلودگیهای دیگر در سطح انبر و فکهای آن
- استهلاک فکهای انبر و ساییدهشدن آنها
- حضور رطوبت و مواد روغنی
سخن پایانی
باید به اهمیت و عواملی که میتوانند به داغ شدن کابل جوشکاری و داغ شدن انبر جوشکاری منجر شوند، توجه کنیم. انتخاب متریال مناسب برای کابل جوشکاری و انبر جوشکاری، تناسب آنها با مشخصات فنی دستگاه جوش، رسانایی بخشهای مختلف انبر، نگهداری و نظافت صحیح و تنظیمات دقیق دستگاه جوش، همگی نقش مهمی در جلوگیری از داغ شدن انبر جوشکاری و داغ شدن کابل جوشکاری دارند.






مطلب بسیار مفید اگه احتمالش هست در مورد ساخت انبر جوشکاری هم مطلب بذارید
به زودی مطالبی در این خصوص قرار خواهیم داد. با تشکر
سلام لطفا قیمت کابل و انبر دستگاه جوش را هم قرار بدید ممنون.
با سلام خدمت شما کاربر گرامی شما برای خرید کابل جوشکاری و خرید انبر جوش کارمانیا جوش باستان به صفحه هر کدام مراجعه کنید.